- Onderwerp starter
- #151
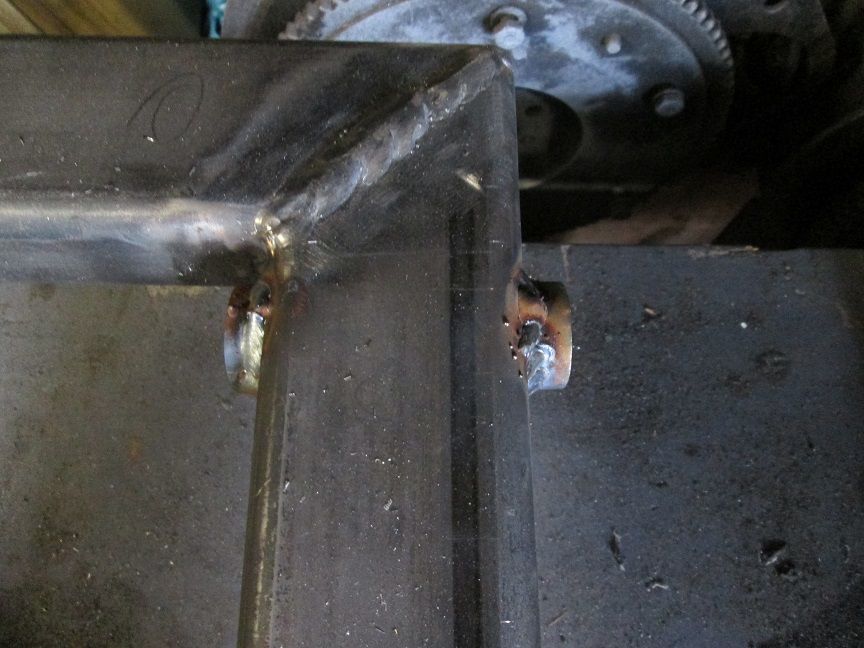
ik las met argon. op de ventiel staat hij tussen 5 en 6 in een windstille ruimte. 130 amp hab ik hem staan.Het zal vast blijven zitten maar ik denk dat je stroom wat lager mag, je brand echt in (randkarteling). de bruine plekken kunnen komen omdat je hoeveelheid gas te laag is of je misschien niet met menggas last maar met zuiver koolzuur.
benno

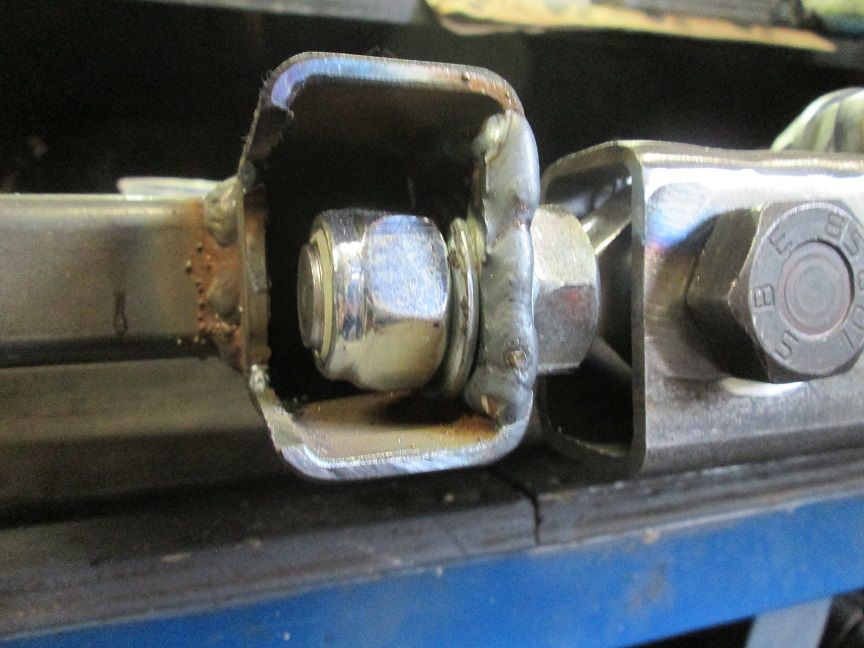
 ik gebruik dus menggas van 85% argon en 15% co2.
ik gebruik dus menggas van 85% argon en 15% co2.
")